話") 谘詢熱線:86-755-29773559谘詢熱線:86-755-29773559
谘詢熱線:86-755-29773559谘詢熱線:86-755-29773559
深圳市科(kē)翔模具(jù)有限公司(sī)
電話: 86 - 755 - 2977 3559
電話: 86 - 755 - 29604615
傳真(zhēn): 86 - 755 - 2960 4572
郵箱: kexiangmold@126.com
sales@cousunmold.com
地址: 深圳市光明新區公明街道西田社
區第(dì)二工(gōng)業區24棟A區
斜頂、擺(bǎi)杆機構斜(xié)頂、擺杆機構主(zhǔ)要用於成型膠件內部的側凹及凸起(qǐ),同時(shí)具有頂出功能,此機構結構簡(jiǎn)單,但剛性較差,行(háng)程(chéng)較小。常采用的典型結構如下(xià):(1)結構1 斜頂機構(gòu) 圖7.7.1a為最基本的斜頂機構(gòu)。在頂出過程中,斜(xié)頂1在頂出力的作用下,沿後模的斜(xié)方孔運動,完成側向成型。斜(xié)頂根部要求使用圖示裝配結構,圖7.7.1b為其裝配的(de)分拆(chāi)示意。
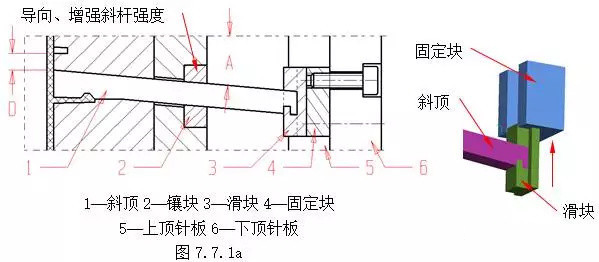
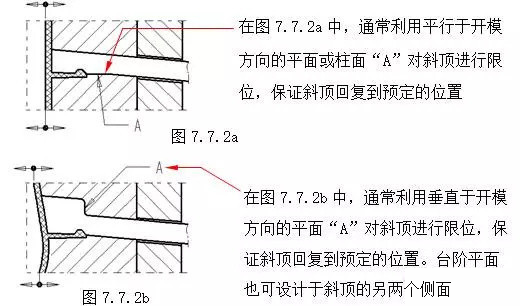
在斜頂機構中,為了保證斜頂工作穩定、可(kě)靠,應該注意(yì)以下幾點:(A)斜頂的剛性。增強斜頂剛性一般(bān)采用(yòng):1.在結構允許的情況下,盡量加大斜頂橫斷麵尺寸。(參見第七(qī)章7.2節(jiē))2.在可以滿足(zú)側向出(chū)模的情況下(xià),斜頂的(de)斜度角“A”盡量選用較小角度,斜角A一般不(bú)大於20°,並且將斜頂的側向受力點下移,如增加圖(tú)7.7.1a中的鑲塊2,同時鑲塊可以具有較高的硬度,提(tí)高(gāo) 模具 的壽命。(B)斜頂橫向(xiàng)移動空間。如圖7.7.1a所示尺寸“D”,為了保證(zhèng)斜頂在頂出時不與膠件上的其它結構發生幹涉,應充分考慮斜頂的側向分模距離、斜頂的斜度角“A”,以保證有足夠的橫向移動空間“D”。(C)斜頂在開模方向的複位。為了(le)保證(zhèng)合模後,斜頂回複到(dào)預定的位(wèi)置,一(yī)般(bān)采用下麵的結構形式。如圖7.7.2a;7.7.2b。
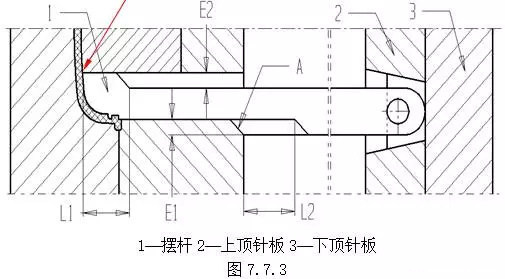
(D) 斜頂底部在頂針板上的滑動要求平順,穩(wěn)定。(2)結構2 擺杆機構,如圖7.7.3。在頂出過程中,當擺杆(gǎn)1的頭部(L1所示(shì)範(fàn)圍)超出後模型芯時,擺杆1在斜麵A的作用(yòng)下向上擺動,完成分型。設(shè)計擺杆機構時,應保證:L2>L1;E2>E1。缺點:圖示“B”處易磨損,須提高此處硬度。一般要求將此處設計成鑲拚結構。
深圳市科(kē)翔模具有限公(gōng)司是一家專業的塑膠模具設計生產工廠,致力於中型(xíng)汽車模具, 電子產品, 家電類產品, 家用品, 工業應用, 農業, 醫療器械等產品模具設計開發及(jí)生產.長期以來, 我們通過給客戶提供(gòng)價格低, 質量好, 交期準的(de)服務, 贏得了海內外客戶(hù)的一致好評。可以通過我們公司官網(http://www.puv365.com/)查看更多塑(sù)膠模具產品、塑膠注塑產品、塑料產品等等一些定製模具開模(mó)。
上(shàng)一篇: 汽車注塑模具中的(de)斜頂設計,深圳汽車注塑模具設計,深圳注塑模具設計

全國服務熱線:
 深圳市激情A片久久久久久app下载(xiáng)模具有限公司
深圳市激情A片久久久久久app下载(xiáng)模具有限公司 掃一掃
添加微信谘詢
全國免費服務熱線(xiàn)
137-1421-9339